

UG數(shù)控編程:型腔銑之二粗加工深度講解
一、 什么是二粗?為什么需要二粗?
1. 核心定義:
-
一粗(初粗加工):?使用較大的刀具快速移除零件的大部分毛坯余量,追求的是效率。通常會(huì)留下均勻的、較多的剩余余量(例如1-2mm)。
-
二粗(二次開(kāi)粗):?在一粗之后,使用更小直徑的刀具去清除一粗刀具由于直徑過(guò)大而無(wú)法進(jìn)入的角落、狹窄區(qū)域和陡峭側(cè)壁根部剩余的材料。它追求的是安全性與完整性,確保后續(xù)的半精加工和精加工余量均勻,避免刀具過(guò)切或崩刃。
2. 為什么必須有二粗?
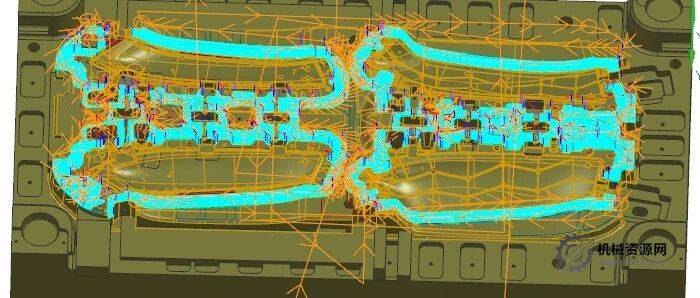
想象一下,你用一把Φ20的刀開(kāi)粗一個(gè)復(fù)雜的模具型腔。Φ20的刀無(wú)法進(jìn)入R5的角落,這些地方會(huì)留下大量未切削的材料(稱為“孤島”或“殘料”)。如果你直接用一把Φ6的精加工刀去清角,刀具瞬間就會(huì)因?yàn)榍邢髁窟^(guò)大而斷裂。
二粗的作用就是充當(dāng)“接力棒”和“清道夫”,用一把比一粗小、比精刀大的刀具(如Φ10R1或Φ6R0.5),安全高效地清除這些殘料,為后續(xù)工序創(chuàng)造一個(gè)良好的基礎(chǔ)。
二、 在UG-NX中實(shí)現(xiàn)二粗的幾種核心方法
UG提供了多種策略來(lái)完成二粗工作,最常用的是以下三種:
方法一:基于層的IPW(首選、最智能)
-
原理:?“IPW”意為“過(guò)程工件”。UG會(huì)計(jì)算上一把刀(一粗刀)加工后的毛坯形狀,并將這個(gè)計(jì)算出的三維模型作為本次二粗操作的毛坯,而不再是初始的方塊毛坯。
-
操作步驟:
-
-
創(chuàng)建新的型腔銑操作(
CAVITY_MILL)。 -
幾何體:
-
指定部件:選擇你的零件模型。 -
指定毛坯:不要選擇任何東西! -
指定切削區(qū)域:(可選)可以限制只加工某些區(qū)域。
-
-
刀軌設(shè)置 -> 切削參數(shù) -> 空間范圍:
-
處理中的工件(IPW):選擇?“使用基于層的”。 -
最小材料移除:通常設(shè)為0.03-0.05mm,用于過(guò)濾掉微小的殘留材料,簡(jiǎn)化刀路,提高計(jì)算速度。
-
-
刀軌設(shè)置 -> 切削參數(shù) -> 余量:
-
確保?
部件側(cè)面余量?比一粗的余量稍小(例如一粗留0.5mm,二粗留0.35mm),這樣刀具才能“感知”到需要切削的材料。
-
-
-
優(yōu)點(diǎn):
-
極其安全可靠,刀路精準(zhǔn),幾乎不會(huì)撞刀或過(guò)切。
-
計(jì)算速度快(相對(duì)于3D IPW)。
-
刀路整潔,抬刀少。
-
-
缺點(diǎn):
-
必須存在之前的成功計(jì)算的刀路(一粗刀路),且刀具不能是“用戶定義”的。
-
主要適用于型腔銑、深度輪廓銑等操作。
-
方法二:使用3D IPW
-
原理:?與基于層的IPW類似,但它會(huì)生成一個(gè)輕量化的三維小面體來(lái)表示殘留毛坯,計(jì)算更復(fù)雜。
-
操作步驟:?與“基于層”的設(shè)置幾乎一樣,只是在
處理中的工件(IPW)選項(xiàng)中選擇?“使用3D”。 -
優(yōu)點(diǎn):
-
適用性更廣,可以繼承來(lái)自任何操作(如鉆孔、平面銑)的IPW。
-
-
缺點(diǎn):
-
計(jì)算速度非常慢,尤其是對(duì)于復(fù)雜模型和大余量。
-
刀路可能不如“基于層”的整潔。
-
-
建議:?優(yōu)先使用“基于層的IPW”,只有當(dāng)它不可用時(shí)(如上一操作不是型腔銑)才考慮使用“3D IPW”。
方法三:參考刀具(傳統(tǒng)方法)
-
原理:?手動(dòng)告訴UG:“上一把刀是D20R0.8,現(xiàn)在我這把刀是D10R1,請(qǐng)你去計(jì)算D20R0.8沒(méi)走到的地方。”
-
操作步驟:
-
1.創(chuàng)建新的型腔銑操作。
2.切削參數(shù) -> 空間范圍:
-
處理中的工件(IPW):選擇?“無(wú)”。 -
參考刀具:選擇上一把粗加工刀具(如D20R0.8)。 -
重疊距離:可以適當(dāng)增加(如1-2mm),確保參考刀具路徑的邊緣也被清理到。
-
-
優(yōu)點(diǎn):
-
不依賴之前的刀路,只要知道上一把刀多大就行,設(shè)置簡(jiǎn)單直觀。
-
-
缺點(diǎn):
-
不夠安全!?這是最大的缺點(diǎn)。UG只是簡(jiǎn)單地偏移了參考刀具的形狀,它無(wú)法知道上一把刀實(shí)際切了多少(比如上一把刀可能因?yàn)閵A持等原因有些地方根本沒(méi)切)。可能導(dǎo)致刀具撞上“意外”的殘料。
-
計(jì)算殘留材料不精確,可能留下“臺(tái)階”狀的余量。
-
-
建議:?在現(xiàn)代編程中,不推薦作為首選。僅在簡(jiǎn)單模型、或者無(wú)法使用IPW方法時(shí)作為備用方案。
三、 二粗加工的關(guān)鍵參數(shù)與技巧
-
刀具選擇:
-
直徑通常是一粗刀具的?40%~60%?(如一粗用Φ20,二粗用Φ10或Φ8)。
-
優(yōu)先選擇圓鼻刀(牛鼻刀),因?yàn)樗绕降椎稄?qiáng)度更高,更耐磨損,切削性能更好。
-
-
切削模式:
-
跟隨周邊:效率高,抬刀少,是二粗最常用的模式。 -
跟隨部件:更徹底,但刀路可能更復(fù)雜,計(jì)算稍慢。
-
-
步距(徑向切深):
-
通常為刀具直徑的?50%~70%。刀具越小,百分比可以適當(dāng)降低以保證剛性。
-
-
全局每刀深度(軸向切深):
-
可以比一粗稍小,但二粗本身追求效率,在刀具和機(jī)床允許的范圍內(nèi),可以設(shè)置得相對(duì)大一些。
-
-
轉(zhuǎn)速和進(jìn)給:
-
小刀具通常需要更高的轉(zhuǎn)速(RPM)。
-
進(jìn)給率可以保持與一粗相似或稍低,因?yàn)樾〉毒叩娜菪疾坌。判际顷P(guān)鍵。
-
-
刀路優(yōu)化:
-
切削參數(shù) -> 連接:選擇“變換切削方向”,可以減少抬刀。 -
開(kāi)啟?
島清根(在切削參數(shù) -> 策略中),確保每個(gè)孤島周圍都被清理干凈。
-
四、 二粗流程總結(jié)與最佳實(shí)踐建議
-
規(guī)劃刀路序列:?
一粗(Φ20R0.8)?->?二粗(Φ10R1)?-> (可選)三粗(Φ6R0.5)?->?半精加工?->?精加工。 -
首選“基于層的IPW”:這是最安全、最現(xiàn)代的方法。確保你的粗加工刀路已經(jīng)生成并無(wú)誤。
-
模擬驗(yàn)證!模擬驗(yàn)證!模擬驗(yàn)證!?這是編程員的責(zé)任。使用UG的“刀軌可視化”(重播、3D動(dòng)態(tài))功能,慢速播放,仔細(xì)觀察刀具在狹窄區(qū)域的運(yùn)動(dòng),確認(rèn)沒(méi)有踩刀、頂?shù)冬F(xiàn)象。
-
合理設(shè)置余量:確保二粗的側(cè)面余量略小于一粗,底面余量可以相同。
-
考慮夾持碰撞:二粗刀具更小,夾持器也更小,但仍需在
非切削移動(dòng)中設(shè)置好碰撞檢查。
總而言之,二粗是連接粗加工與精加工的關(guān)鍵橋梁,其核心思想是“安全地清除殘料”。熟練掌握基于IPW的二粗方法,是成為一名合格的UG編程工程師的必備技能。






控車床課程總結(jié)-2-800x600.png)

-4-800x450.png)


頁(yè)更新及提取目錄-800x600.png)






暫無(wú)評(píng)論內(nèi)容