說明:請仔細閱讀以下幾點說明避免誤會
1.看代碼發那科三菱可用其它系統自測
2.帶參考說明
3.不提供技術解答幫助,新手/或者不會用的你也別碰。
4.僅供參考學習,上機請仔細驗證程序代碼,模擬驗證,提高刀具H高度空運行模擬確定安全后在加工
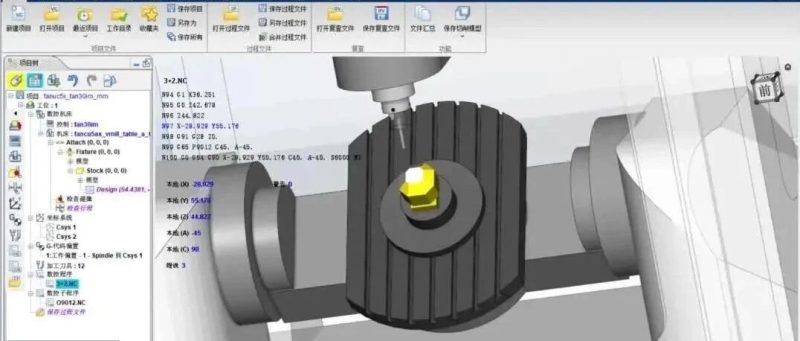
hypermill2021
dmu50西門子840d
上機后處理
帶機床文件
![圖片[1]-hypermill2021-dmu50西門子840d-上機后處理-帶機床文件-機械資源網](http://www.58205.cn/wp-content/uploads/2025/10/20251012082709680-wxsync-2025-10-f1d3da4ecd7c9d0ee549016d70eafc96.png)
![圖片[2]-hypermill2021-dmu50西門子840d-上機后處理-帶機床文件-機械資源網](http://www.58205.cn/wp-content/uploads/2025/10/20251012082709702-wxsync-2025-10-55f510d15a11f368f8655aff8127e164.png)
![圖片[3]-hypermill2021-dmu50西門子840d-上機后處理-帶機床文件-機械資源網](http://www.58205.cn/wp-content/uploads/2025/10/20251012082710284-wxsync-2025-10-e797b7e5b4bfe1f1cede88a01c241717.png)
![圖片[4]-hypermill2021-dmu50西門子840d-上機后處理-帶機床文件-機械資源網](http://www.58205.cn/wp-content/uploads/2025/10/20251012082711935-wxsync-2025-10-a9ef2087f1230d188aa319c658c16bc4.png)
程序格式
;created by hyperMILL 2021.1 OPEN MIND Technologies AG
; T1 – 端銑刀 – D16. – REFERENCE: TIP
; T2 – 端銑刀_1 – D30. – REFERENCE: TIP
; T3 – 鉆頭 – D6. – REFERENCE: TIP
; T4 – 球刀 – D6. – REFERENCE: TIP
N8 T1 ; 端銑刀 –? – REFERENCE: TIP
N17 G0 G153 X-500. Y-200.
N20 CYCLE800 (0,”DMG”,200000,57,0.,0.,0.,0.,0.,0.,0,0,0,1,,0)
N25 X25.6569 Y-5.6569 F=R2?
N27 G2 X29.1421 Y-3. I1.4142 J-1.4142?
N29 G2 X57.2721 Y-3.5858 I0. J-2.?
N30 G1 X59.3431 Y-5.6569?
N39 G0 G153 X-500. Y-200.
N41 T2 ; 端銑刀_1 –? – REFERENCE: TIP
N50 G0 G153 X-500. Y-200.
N53 CYCLE800 (0,”DMG”,200000,57,0.,0.,0.,0.,0.,0.,0,0,0,1,,0)
N59 G0 X94.7133 Y81.6279?
N63 X93.5828 Y79.6649 Z-4.0055 F=R2?
N64 X93.367 Y79.2225 Z-4.0696 F147?
N65 X93.2137 Y78.7549 Z-4.1337?
N66 X93.1258 Y78.2706 Z-4.1978?
N2228 X123.1801 Y53.3894 Z-27.4772?
N2237 G0 G153 X-500. Y-200.
N2239 T3 ; 鉆頭 –? – REFERENCE: TIP
N2245 G0 G153 X-500. Y-200.
N2248 CYCLE800 (0,”DMG”,200000,57,0.,0.,0.,0.,0.,0.,0,0,0,1,,0)
N2252 MCALL CYCLE81 (15.,0.,5.,-1.8026,)
N2261 G0 G153 X-500. Y-200.
N2263 T1 ; 端銑刀 –? – REFERENCE: TIP
N2271 G0 G153 X-500. Y-200.
N2274 CYCLE800 (0,”DMG”,200000,57,0.,0.,0.,0.,0.,0.,0,0,0,1,,0)
N2280 G2 X116. Y52. I0. J-4.?
N2283 G3 X-16. Y44. I0. J-4.?
N2286 G2 X116. Y36. I0. J-4.?
N2289 G3 X-16. Y28. I0. J-4.?
N2292 G2 X116. Y20. I0. J-4.?
N2295 G3 X-16. Y12. I0. J-4.?
N2298 G2 X116. Y4. I0. J-4.?
N2302 MSG(“OPERATION 10”)
N2308 G0 G153 X-500. Y-200.
N2310 T4 ; 球刀 –? – REFERENCE: TIP
N2319 G0 G153 X-500. Y-200.
N2322 CYCLE800 (0,”DMG”,200000,57,0.,0.,0.,0.,0.,0.,0,0,0,1,,0)
N2328 G0 X15.3049 Y14.8422?
N2332 X15.5223 Y14.594 Z0.3 F=R3?
N2333 X16.7696 Y13.1696 Z0.0164 F=R2?
N2334 X16.9058 Y13.0141 Z-0.0027?
N5567 X20.3773 Y14.92 Z-14.9293?
N5568 X21.7343 Y14.4318 Z-14.6451?
N5577 G0 G153 X-500. Y-200.
N5579 T3 ; 鉆頭 –? – REFERENCE: TIP
N5587 G0 G153 X-500. Y-200.
N5588 G0 G54 B44.476 C=DC(54.732)?
N5590 CYCLE800 (0,”DMG”,200000,57,86.581,45.0931,15.,-38.718,23.862,63.224,0,0,0,1,,0)
N5601 CYCLE832(0.007,1,1)
N5603 G0 X86.581 Y45.0931 Z15. B44.476 C=DC(54.732)?
N5604 G0 Z-0.6115 B44.476 C=DC(54.732)?
N5605 G0 X84.8213 Y42.6048 Z-3.7154 B44.476 C=DC(54.732)?
N5608 CYCLE800 (0,”DMG”,200000,57,82.7987,39.7447,-7.2831,-38.718,23.862,153.224,0,0,0,1,,0)
N5611 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5617 G0 X86.581 Y45.0931 Z-0.6115 B44.476 C=DC(54.732)?
N5618 G0 Z15. B44.476 C=DC(54.732)?
N5619 G0 X103.1938 Y29.2493 B45. C=DC(0.)?
N5621 G0 Z-6.8318 B60. C=DC(0.)?
N5622 G0 X99.4266 Z-9.0067 B60. C=DC(0.)?
N5625 CYCLE800 (0,”DMG”,200000,57,94.8514,14.6207,-11.0824,0.,60.,90.,0,0,0,1,,0)
N5626 G0 X14.6286 Y-0.49 Z5.?
N5628 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5634 G0 X103.1938 Z-6.8318 B60. C=DC(0.)?
N5635 G0 Z15. B60. C=DC(0.)?
N5636 G0 X102.9488 Y14.6207 B60. C=DC(0.)?
N5637 G0 Z-6.4074 B60. C=DC(0.)?
N5638 G0 X99.1816 Z-8.5824 B60. C=DC(0.)?
N5641 CYCLE800 (0,”DMG”,200000,57,94.8514,14.6207,-11.0824,0.,60.,90.,0,0,0,1,,0)
N5644 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5650 G0 X102.9488 Z-6.4074 B60. C=DC(0.)?
N5651 G0 Z15. B60. C=DC(0.)?
N5653 G0 X35. Y-10.8 B45. C=DC(270.)?
N5654 G0 B90. C=DC(270.)?
N5655 G0 Z-20. B90. C=DC(270.)?
N5656 G0 Y-5. B90. C=DC(270.)?
N5659 CYCLE800 (0,”DMG”,200000,57,15.,0.,-20.,90.,0.,0.,0,0,0,1,,0)
N5662 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5668 G0 Y-10.8 B90. C=DC(270.)?
N5669 G0 Z15. B90. C=DC(270.)?
N5670 G0 X26. B90. C=DC(270.)?
N5671 G0 Z-30. B90. C=DC(270.)?
N5672 G0 Y-5. B90. C=DC(270.)?
N5675 CYCLE800 (0,”DMG”,200000,57,15.,0.,-20.,90.,0.,0.,0,0,0,1,,0)
N5678 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5684 G0 Y-10.8 B90. C=DC(270.)?
N5685 G0 Z15. B90. C=DC(270.)?
N5686 G0 X15. B90. C=DC(270.)?
N5687 G0 Z-20. B90. C=DC(270.)?
N5688 G0 Y-5. B90. C=DC(270.)?
N5691 CYCLE800 (0,”DMG”,200000,57,15.,0.,-20.,90.,0.,0.,0,0,0,1,,0)
N5694 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5700 G0 Y-10.8 B90. C=DC(270.)?
N5701 G0 Z15. B90. C=DC(270.)?
N5702 G0 B45. C=DC(270.)?
N5703 G0 X32.6427 Y56.4974 B45. C=DC(90.)?
N5705 G0 Z-6.2797 B50. C=DC(90.)?
N5706 G0 Y53.1651 Z-9.0759 B50. C=DC(90.)?
N5709 CYCLE800 (0,”DMG”,200000,57,32.6427,49.3349,-12.2898,-50.,0.,180.,0,0,0,1,,0)
N5712 MCALL CYCLE81 (5.,0.,5.,-1.8026,)
N5718 G0 Y56.4974 Z-6.2797 B50. C=DC(90.)?
N5719 G0 Z15. B50. C=DC(90.)?
N5726 G0 G153 X-500. Y-200.
N5728 T4 ; 球刀 –? – REFERENCE: TIP
N5737 G0 G153 X-500. Y-200.
N5738 G0 G54 B15. C=DC(87.395)?
N5740 CYCLE800 (0,”DMG”,200000,57,19.2063,17.7732,15.,-14.985,0.674,87.483,0,0,0,1,,0)
N5751 CYCLE832(0.007,1,1)
N5753 G0 X19.2063 Y17.7732 Z15. B15. C=DC(87.395)?
N5754 G0 X19.171 Y16.9975 Z7.1844 B15. C=DC(87.395)?
N5755 G1 X19.0534 Y14.412 Z-2.4748 B15. C=DC(87.395) F=R1?
N5756 X19.2178 Y14.2047 Z-2.4941 B15. C=DC(88.029) F=R2?
N5757 X19.4975 Y13.9032 Z-2.5241 B15. C=DC(89.013)?
N5758 X19.8 Y13.6244 Z-2.554 B15. C=DC(89.998)?
N7588 X42.0538 Y12.572 Z-8.547 B15. C=DC(146.081)?
N7589 X42.1919 Y12.5836 Z-8.5485 B15. C=DC(146.733)?
N7590 X42.3292 Y12.601 Z-8.55 B15. C=DC(147.384)?
N9824 G0 X21.9384 Y15.5919 Z-3.1638 B15. C=DC(31.552)?
N9825 G0 Z15. B15. C=DC(31.552)?
N9832 G0 G153 X-500. Y-200.
N9834 T1 ; 端銑刀 –? – REFERENCE: TIP
N9842 G0 G153 X-500. Y-200.
N9845 CYCLE800 (0,”DMG”,200000,57,0.,39.0225,0.,-50.,0.,0.,0,0,0,1,,0)
N9851 G2 X93.4011 Y24.6352 I0. J-4.?
N9854 G3 X-8. Y16.6352 I0. J-4.?
N9856 G2 X87.0783 Y8.6352 I0. J-4.?
N9859 G3 X-8. Y0.6352 I0. J-4.?
N9868 G0 G153 X-500. Y-200.
N9871 CYCLE800 (0,”DMG”,200000,57,89.296,46.7691,-16.5979,-38.718,23.862,243.75,0,0,0,1,,0)
N9872 G0 X-22.8456 Y10.704?
N9877 G2 X31.7866 Y2.704 I0. J-4.?
N9880 G3 X-31.6677 Y-5.296 I0. J-4.?
N9890 G0 G153 X-500. Y-200.
N9893 CYCLE800 (0,”DMG”,200000,57,94.8514,14.6208,-11.0824,0.,60.,90.,0,0,0,1,,0)
N9894 G0 X-22.6208 Y12.7968?
N9900 G2 X27.7429 Y4.7968 I0. J-4.?
N9902 G3 X-22.6208 Y-3.2032 I0. J-4.?
N9905 MSG(“OPERATION 11”)
N9912 G0 G153 X-500. Y-200.
N9915 CYCLE800 (0,”DMG”,200000,57,0.,39.0225,0.,-50.,0.,0.,0,0,0,1,,0)
N9920 G3 X0. Y0. I1. J0. F=R2?
N9922 G3 X71.9734 Y1. I0. J1.?
N9924 MSG(“OPERATION 12”)
N9930 G0 G153 X-500. Y-200.
N9933 CYCLE800 (0,”DMG”,200000,57,0.,0.,0.,0.,0.,0.,0,0,0,1,,0)
N9939 G2 X116. Y52. I0. J-4.?
N9942 G3 X-16. Y44. I0. J-4.?
N9945 G2 X116. Y36. I0. J-4.?
N9948 G3 X-16. Y28. I0. J-4.?
N9951 G2 X116. Y20. I0. J-4.?
N9954 G3 X-16. Y12. I0. J-4.?
N9957 G2 X116. Y4. I0. J-4.?
N9961 MSG(“OPERATION 13”)
N9967 G0 G153 X-500. Y-200.
N9969 T3 ; 鉆頭 –? – REFERENCE: TIP
N9974 G0 G153 X-500. Y-200.
N9977 CYCLE800 (0,”DMG”,200000,57,15.,0.,-20.,90.,0.,0.,0,0,0,1,,0)
N9981 MCALL CYCLE83 (85.,0.,8.,-12.,,,5.,2.,0.5,0.5,1,0,,,2.)
N9991 G0 G153 X-500. Y-200.



















暫無評論內容