


?
一、課程優勢
- 零基礎友好,入門無門檻:從專欄簡介、機床結構、量具認識等基礎內容起步,逐步過渡到 G/M 代碼、程序編輯等核心技能,無需前置知識,純新手也能跟隨學習,輕松入門發那科加工中心操作與編程。
- 100% 實操導向,貼合生產場景:課程全程聚焦實操,覆蓋 “開機原點設置”“分中對刀”“程序傳輸(CF 卡 / U 盤 / DNC)”“鉆孔攻牙” 等加工中心日常操作,還包含 “手工磨刀具”“程序中途加工” 等實用場景技巧,學完可直接應用于車間生產。
- 細節拉滿,規避操作風險:針對加工中易出錯的環節,如 “四面分中檢查技巧”“程序跳躍執行”“刀具半徑補償使用” 等,均有專項講解;同時明確 “開機注意事項”“坐標系使用規范”,幫助學習者減少實操失誤,降低機床損耗風險。
- 設備與系統適配性強:專門講解發那科 MF、MD 系統面板操作,涵蓋無刀庫 / 有刀庫機床的對刀、換刀流程,還提供 CF 卡、U 盤、DNC 等多種程序傳輸方式教學,適配多數工廠常見的發那科加工中心設備。
二、課程特點
- “設備 – 量具 – 代碼 – 實操” 邏輯閉環:課程按 “認識機床與刀具→掌握量具與代碼→熟悉面板操作→實戰編程加工” 的順序展開,從硬件認知到軟件編程,再到落地實操,形成完整學習鏈條,符合零基礎學習者的認知規律。
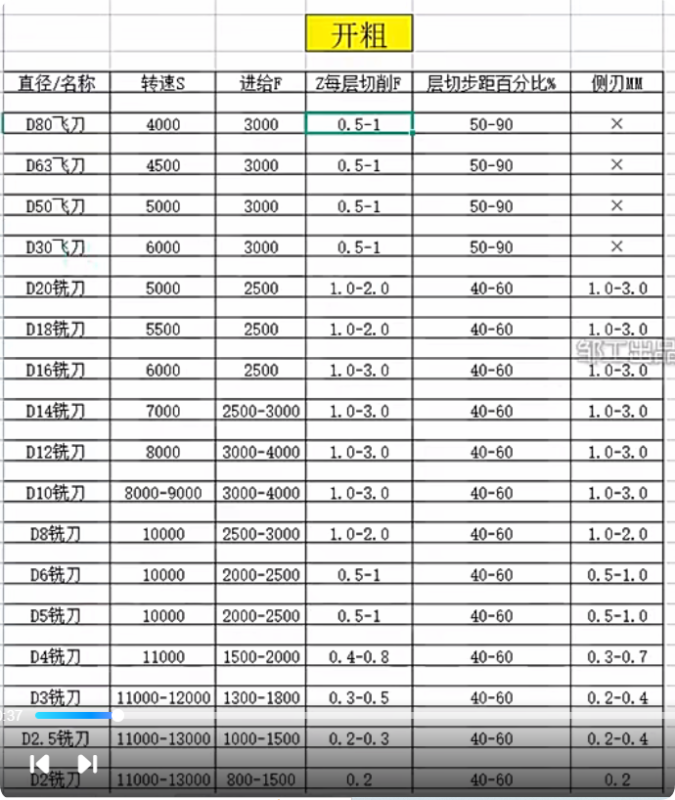
- 聚焦 “高頻剛需” 技能:優先講解行業高頻使用的內容,如 G54-G59 坐標系、M98/M99 子程序調用、G81/G83 鉆孔指令等,同時提供 “轉速進給表格”“手編常用指令” 等實用工具 / 模板,幫助學習者快速掌握核心能力,縮短學習周期。
- 技巧性內容突出,效率更高:包含大量 “省時避錯” 的實操技巧,例如 “永不出錯的四面分中檢查技巧”“換對刀點點數移數方法”“利用 GOTO 跳躍程序” 等,相比傳統教學,能幫助學習者更快上手、更少返工。
- 覆蓋全流程加工需求:從開機準備、工件裝夾、對刀分中,到程序編寫、傳輸、執行,再到刀具研磨、故障應對(如程序中途加工),覆蓋加工中心從啟動到成品加工的全流程,滿足完整生產操作需求。
三、適用人群
- 零基礎的加工中心新手:無加工中心操作經驗,想從事數控加工行業的求職者或學徒,可通過課程系統掌握發那科加工中心核心技能,快速實現就業。
- 車間一線操作工:已接觸加工中心但技能不系統,想提升操作規范性與編程能力的一線工人,能通過課程彌補基礎短板,掌握高效實操技巧。
- 數控專業學生:職業院校數控技術、機械制造相關專業學生,可通過課程對接工廠實際設備(發那科 MF/MD 系統),提前熟悉崗位操作流程,提升就業競爭力。
- 轉行 / 轉崗人員:從其他機械崗位(如車床、銑床)轉行加工中心,或需要掌握發那科系統操作的技術人員,課程能幫助其快速適配新設備、新崗位需求。
四、教程完整目錄
- 1–1 專欄簡介
- 2–2 機床結構,開機原點,注意事項
- 3–3 認識多種常用刀具,和鏜刀
- 4–4 游標尺,表尺,千分尺的認識
- 5–5 G 代碼和 M 代碼認識和常用指令
- 6–6 常規圖紙認識,了解尺寸公差
- 7–7 MF PULS 操作面板講解
- 8–8 認識法蘭克機床面板 MF,MD 系統
- 9–9 坐標系認識,相對,絕對,機械
- 10–10 MF PULS 自動分中功能演示
- 11–11 MF PULS 傳程序
- 12–12 MF 調出機床程序加工
- 13–13 加工中心 MDI 使用,換刀
- 14–14 用百分表校表
- 15–15 四面分中,永不出錯的檢查技巧
- 16–16 G54 G59 使用,偏置坐標系
- 17–17 分單邊,以及圓柱分中
- 18–18 對 1 把刀,無刀庫
- 19–19 法蘭克機床 CF 卡傳程序
- 20–20 法蘭克 U 盤傳程序
- 21–21 DNC 連線加工
- 22–22 導出機床所有程序
- 23–23 程序編輯,插入,替換,與執行
- 24–24 換對刀點,點數移數
- 25–25 測刀擺,測飛刀半徑
- 26–26 長度補償,對多把刀,程序備刀
- 27–27 工件擺斜度校表
- 28–28 加工中心實操,【單段執行】
- 29–29 M00 M01 使用方法
- 30–30 程序從中途開始加工
- 31–31 使用 GOTO 跳躍程序
- 32–32 M98 子程序調用,M99 使用
- 33–33 M198 調用 CF 卡程序
- 34–34 刀具半徑補償使用
- 35–35 創建程序鉆孔,新手鉆孔
- 36–36 手編鉆群孔
- 37–37 極坐標加工法三
- 38–38 不同鉆孔指令 G81G73G82G83
- 39–39 G98 G99 如何正確使用
- 40–40 鏜刀如何使用
- 41–41 利用百分表分中
- 42–42 機床運作中,進行后臺編程
- 43–43 手編往復程序
- 44–44 加工中心鏡像
- 45–45 加工中心旋轉坐標
- 46–46 常規攻牙,和反向攻牙 M29 剛性
- 47–47 G94、G95 分別使用
- 48–48 常用刀具、鉆頭。轉速進給表格
- 49–49 手工磨銑刀
- 50–50 手工磨鉆頭
- 51–51 手編螺旋銑孔
- 52–52 利用子程序螺旋銑孔
- 53–53 手編飛面程序
- 54–54 手編銑鍵槽
- 55–55 手編常用指令,圓弧
- 56–56 法蘭克攻牙模式
?
本篇文章來源于微信公眾號: 直觀學數控
? 版權聲明
教程收集于網絡,如有侵權請務必聯系站長刪除
THE END





















暫無評論內容