
1.看代碼發那科三菱可用其它系統自測
2.帶參考說明
3.不提供技術解答幫助,新手/或者不會用的你也別碰。
4.僅供參考學習,上機請仔細驗證程序代碼,模擬驗證,提高刀具H高度空運行模擬確定安全后在加工
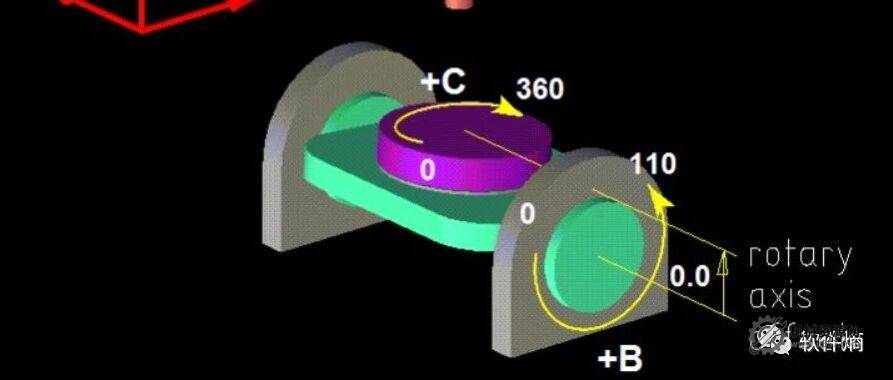
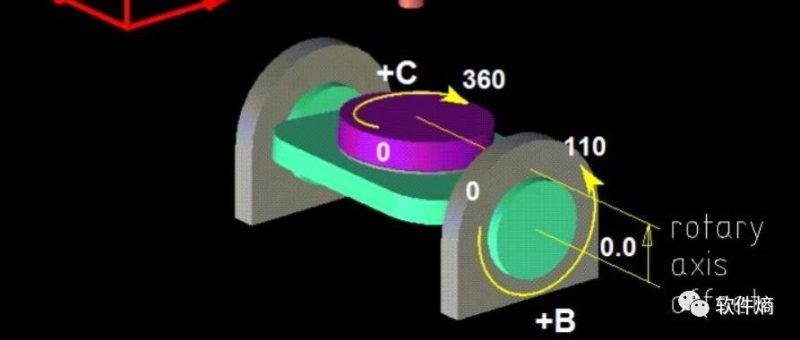
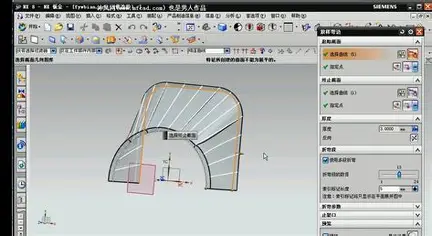
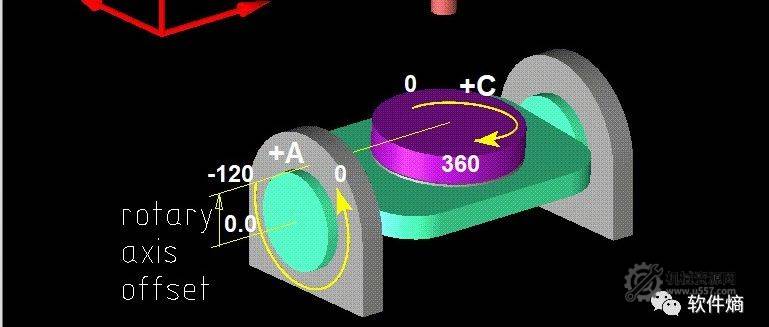
UG 五軸 3+2 BC坐標轉換后處理
配宏程序-支持發那科-三菱等系統
工件放在5軸任意位置
與3軸一樣簡單
支持3+2定向
鉆孔松軸鎖軸轉角度
智能去除多余角度
會玩的可試試
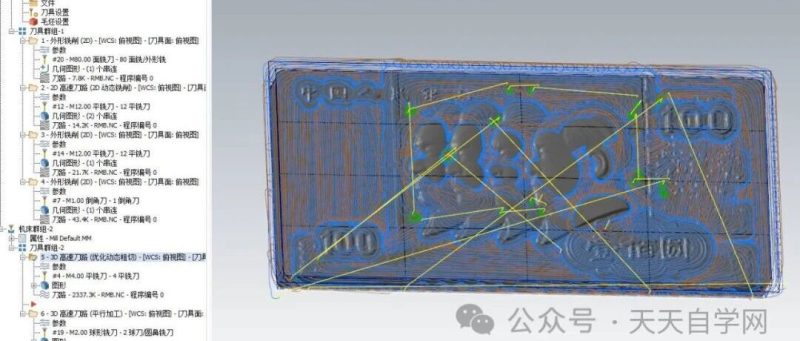
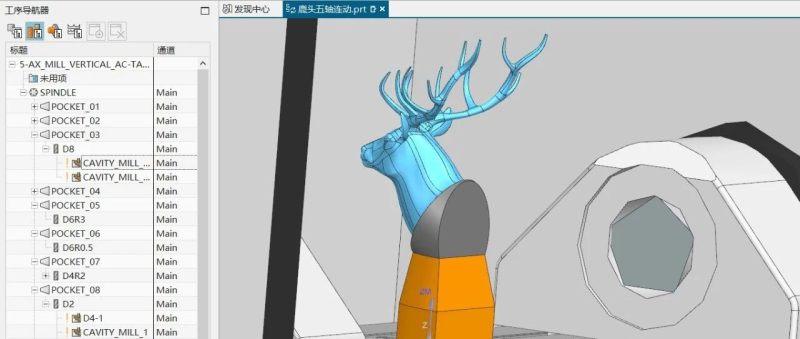
加工效果如下
![圖片[1]-UG 五軸 3+2 BC坐標轉換后處理+配宏程序-支持發那科-三菱等系統-機械資源網](http://www.58205.cn/wp-content/uploads/2025/10/20251011105633390-wxsync-2025-10-80aab2ea4e769f3281ded38ec398d7e3.png)
程序示意
( Post Date = 2022-12-21?22:25:22 )
( Max Z = 110.000? MIN Z = -2.900 )
( Total_toolnumbers = 1 )
(===========================================)
( T5=粗12R0 D=12.00 R=0.00 FL=50 H=5 ZMIN=-2.900 )
(===========================================)
%
G15 G17 G21 G40 G80 G69 G90
G90 G10 L2 P0 X0. Y0. Z0.
M05
()
N05
(T5=粗12R0 D=12.00? R=0.00? H=5 )?
T05 M06
G91 G28 Z0.0
G65 P9012 B0.00 C0.00
G00 G90 G54 X.137 Y-11.156 B0.0 C0.0 S5500 M03
G43 Z50. H05
M08
Z.2
G01 X-.47 Y-11.164 Z.195 F2500.
X-1.288 Y-11.356 Z.188
X-1.907 Y-11.638 Z.183
X-2.588 Y-12.129 Z.176
X-3.147 Y-12.756 Z.17
X-3.557 Y-13.489 Z.163
……
X-2.443 Y-12.025 I1.597 J-3.503
X-2.489 Y-12.757 I.318 J-.387
G00 Z50.
G91 G28 Z0.0
G65 P9012 B90.00 C90.00
G00 X18.092 Y2.288 B90. C90. S5500 M03
Z50.
Z.2
G01 X17.708 Y2.758 Z.195 F2500.
X17.048 Y3.278 Z.188
X16.441 Y3.586 Z.183
X15.633 Y3.813 Z.176
X14.794 Y3.86 Z.17
X13.965 Y3.724 Z.163
X13.185 Y3.412 Z.156
X12.615 Y3.041 Z.151
…
G03 I-1.745 J-3.432
X15.805 Y3.765 I-1.745 J-3.432
X15.203 Y3.344 I-.105 J-.49
G00 Z50.
G91 G28 Z0.0
G65 P9012 B90.00 C0.00
G00 X18.441 Y-16.72 B90. C0.0 S5500 M03
Z74.975
Z25.175
G01 X18.686 Y-16.164 Z25.17 F2500.
X18.85 Y-15.34 Z25.163
Y-14.66 Z25.158
X18.686 Y-13.836 Z25.151
X18.347 Y-13.068 Z25.145
X17.851 Y-12.39 Z25.138
X17.22 Y-11.836 Z25.131
…
X18.85 Y14.66 Z22.078
Y15. Z22.075
G03 I-3.85 J0.0
X18.721 Y15.989 I-3.85 J0.0
X18.073 Y16.334 I-.485 J-.129
G00 Z74.975
?
M5
M9
G0 G91 G28 Z0
G0 G91 G28 Y0
G00 G90 B0 C0
M30
%

















暫無評論內容