
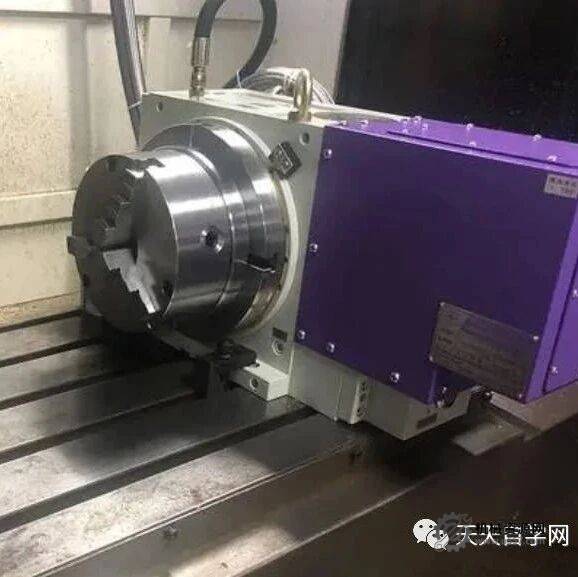
在五軸加工的世界里,機床旋轉中心的精度是決定加工成敗的“命門”。無論是雙轉臺、雙擺頭還是混合型,精準找到旋轉中心,是保證葉輪、模具等復雜零件加工精度的第一步。今天,就為大家系統梳理不同類型五軸機床旋轉中心的尋找方法與通用技巧,建議收藏備用!
![圖片[1]-干貨必備 | 五軸機床旋轉中心找正大全,三種類型+通用方法一文掌握!-機械資源網](http://www.58205.cn/wp-content/uploads/2025/11/20251103103737460-wxsync-2025-11-137a64a9ff37ae7c649af62542a3ae37.jpeg)
一、 分門別類:三種五軸機床的找正秘籍
(一)AC雙轉臺型五軸機床
核心思想: 確定A軸(第一轉軸)的軸線位置,以及C軸(第二轉軸)相對于A軸的偏移。
![圖片[2]-干貨必備 | 五軸機床旋轉中心找正大全,三種類型+通用方法一文掌握!-機械資源網](http://www.58205.cn/wp-content/uploads/2025/11/20251103103740837-wxsync-2025-11-fce98b8af005117af9888bf3e36d9aac.jpeg)
1. 前期檢查:
· 將A軸轉至0度,檢查轉臺平面是否水平。
· 轉動C軸,檢查平面是否始終水平。
· 將A軸轉至90°和-90°,檢查平面是否豎直。
· 目的: 確保轉臺安裝與A軸零位正確。
2. 測量“第一轉軸(A軸)Y坐標”:
· A軸90°時,用刀側靠轉臺平面,記下Y軸機械坐標Y1。
· A軸-90°時,重復操作,記下坐標Y2。
· 計算公式: A軸Y坐標 = (Y1 + Y2) / 2
3. 測量“第一轉軸(A軸)Z坐標”:
· A軸0°時,用刀尖靠轉臺平面,記下Z軸機械坐標Z1。
· 計算公式: A軸Z坐標 = Z1 – 刀長(L) – 對刀棒直徑(D)
4. 測量“第二轉軸(C軸)X偏移坐標”:
· 在轉臺上裝料,C軸0°時銑一垂直X軸的豎直面。
· 用刀側靠此面,記下X坐標X1。
· C軸180°時,再次靠此面,記下X坐標X2。
· 計算公式: C軸X偏移 = (X1 + X2) / 2
5. 測量“第二轉軸(C軸)Y偏移坐標”:
· C軸90°時,用刀側靠已銑的豎直面,記下Y坐標Y3。
· C軸-90°時,重復操作,記下Y坐標Y4。
· 計算公式: C軸Y偏移 = (Y3 + Y4)/2 – A軸Y坐標
6. 設定: 通常將 “第一轉軸X坐標” 和 “第二轉軸Z坐標” 設為 0。
(二)CB雙擺頭型五軸機床
![圖片[3]-干貨必備 | 五軸機床旋轉中心找正大全,三種類型+通用方法一文掌握!-機械資源網](http://www.58205.cn/wp-content/uploads/2025/11/20251103103742838-wxsync-2025-11-da79e906667e5883404a07a95e37b8fb.png)
核心思想: 確定C軸(第一轉軸)的軸線位置,以及B軸(第二轉軸)相對于C軸的偏移。
1. 前期檢查:
· 檢查B軸0°時刀具是否豎直,轉動C軸刀具是否保持豎直。
· 檢查B軸90°和-90°時刀具是否與X軸平行。
· 目的: 確保擺頭安裝與零位正確。
2. 測量“第二轉軸(B軸)X偏移坐標”:
· 在工作臺上銑一水平面。
· C軸0°,B軸90°時,用刀側靠水平面,記下Z坐標Z1。
· B軸-90°時,重復操作,記下Z坐標Z2。
· 計算公式: B軸X偏移 = (Z1 – Z2) / 2
3. 測量“第二轉軸(B軸)Z偏移坐標”:
· B、C軸均為0°時,用刀尖靠水平面,記下Z坐標Z3。
· 計算公式: B軸Z偏移 = Z3 – Z1 – 刀長(L) + 刀具半徑(R) + B軸X偏移
4. 測量“第一轉軸(C軸)X坐標”:
· 在工作臺上銑一垂直X軸的豎直面。
· B、C軸0°時,刀向X+方向靠豎直面,記下X坐標X1。
· C軸180°時,重復操作,記下X坐標X2。
· 計算公式: C軸X坐標 = (X2 – X1)/2 – B軸X偏移
5. 測量“第一轉軸(C軸)Y坐標”:
· 在工作臺上銑一垂直Y軸的豎直面。
· B、C軸0°時,刀向Y+方向靠豎直面,記下Y坐標Y1。
· C軸180°時,重復操作,記下Y坐標Y2。
· 計算公式: C軸Y坐標 = (Y2 – Y1)/2 – B軸Y偏移(方向需根據靠面方向調整)
6. 設定: 通常將 “第一轉軸Z坐標” 和 “第二轉軸Y偏移” 設為 0。
(三)AB混合型五軸機床
此類機床為轉臺與擺頭的結合,方法上是上述兩種的融合。
· “第一轉軸Y坐標” 和 “第一轉軸Z坐標” 的測量方法與 AC雙轉臺型 相同。
· “第二轉軸X偏移坐標” 和 “第二轉軸Z偏移坐標” 的測量方法與 CB雙擺頭型 相同。
· 設定: 通常將 “第一轉軸X坐標” 和 “第二轉軸Y偏移” 設為 0。
二、 通用找正方法
對于不具備特定測量功能的機床,傳統方法依然有效:
· 對于立式五軸: 夾持一個標準量棒,通過打表將其找正(確保其軸線與旋轉軸軸線同軸),然后使用尋邊器對量棒進行分中,即可確定旋轉中心的X、Y坐標。
· 對于臥式五軸: 同樣打表找正量棒后,Z坐標可用塞尺確定,X坐標用尋邊器確定,而Y坐標則需要根據具體的裝夾零件來確定。
三、 進階校準:芯棒旋轉中心軸線精密校準法
當需要極高精度時,可采用千分表對安裝于轉臺(如C軸)上的校準芯棒進行精密調整。
1. 準備: 將機床C軸調整至豎直狀態,千分表吸附在主軸上。
2. 調整俯仰(平行于C軸方向的直線度):
· 打表在芯棒的“第一母線”上,移動主軸,記錄固定端到自由端的偏移誤差d1。
· 通過調整C軸轉臺上的 俯仰調整螺栓,縮小d1至允許范圍內。
3. 調整另一方向俯仰:
· 將千分表打表在與第一母線夾角約90度的“第二母線”上。
· 同樣移動主軸,記錄誤差d2,并通過調整使其達標。
4. 調整同心度(可選,用于消除徑向偏移):
· 打表在芯棒側面,旋轉C軸,檢測芯棒軸線與C軸的徑向偏移誤差d3。
· 通過旋緊或旋松 徑向調整螺栓,調節芯棒位置,縮小d3。
5. 重復驗證(可選,用于更高精度):
· 將A軸(或其他關聯軸)旋轉至90°等典型角度,重復以上步驟,確保在不同姿態下旋轉中心依然精確。
四、 實戰一招:特定機床快速找正
以某特定機床為例,一個快速找正思路是:
· 步驟一: 在旋轉臺上架千分表,在A軸的臥式狀態(如0°)下,測量芯棒外側,得到Y坐標值P1。
· 步驟二: 將A軸旋轉90°至立式狀態,再次測量芯棒外側,得到Z坐標值P2。
· 核心關系: 調整機床,使 P1 + P2 = 芯棒半徑(R)。此法巧妙地利用幾何關系快速定位中心。
總結
掌握五軸機床旋轉中心的找正,是解鎖高性能加工的金鑰匙。方法雖因機構而異,但核心原理相通:利用機床自身的運動,通過測量和計算,反推出旋轉軸線的空間位置。 建議工程師們結合自家機床的型號和說明書,靈活運用這些方法,并養成定期校驗的好習慣,方能確保機床始終處于巔峰精度,加工出完美工件。



















暫無評論內容