
![圖片[1]-Powermill2021三軸基礎+實戰視頻教程-機械資源網](https://www.mbian.com/mbian/2025/10/03/acf2e1d34228b0622a072e1e5cb7189b.png)

1-視頻教程主要內容+學習方式
0-1-圖檔的歸類和擺放
0-2-軟件的安裝(以前安裝過和從未安裝過)
0-3-后處理器的安裝 以及一些安裝問題
0-4-電腦WIN10系統重裝
1-2-PM界面介紹
1-3-誤關工具欄,怎么解決
1-4-鼠標和鍵盤的應用
1-5-文件菜單的講解-A
1-6-文件菜單的講解-B
1-7-測量工具的使用
1-8-模型變換以及編程前模型的檢查
1-9-工作平面(用戶坐標系)
1-10-毛胚的創建和編輯
1-11-刀具和刀柄的創建以及保存和調用
1-12-毛胚邊界以及邊界的編輯-A
1-13-毛胚邊界以及邊界的編輯-B
1-14-殘留邊界設置以及使用技巧-A
1-15-殘留邊界的公共參數-B
1-16-已選曲面邊界的創建及使用技巧
1-17-淺灘邊界的創建及使用技巧
1-18-輪廓邊界創建和使用
1-19-無碰撞邊界的創建和使用
1-20-殘留模型邊界
1-21-接觸點邊界詳細講解
1-22-接觸點轉換邊界的原理和使用方法
1-23-邊界的布爾運算
1-24-自定義邊界(與接觸點邊界的區別)
1-25-高速(拐角圓弧)的設置以及使用技巧
1-26-自動碰撞的注意事項
1-27-不安全段移除(頂刀值)的設置以及數值范圍
1-28-點分布(高速機必備知識)
1-29-安全高度(防撞刀和撞機)
1-30-掠過間隙及開始和結束點
1-31-切入和切出界面的整體介紹
1-32-切入(斜向)的詳細講解
1-33-切入切出(曲面法向圓弧)
1-34-切入切出(水平圓弧)
1-35-切入切出(延長移動)
1-36-切入切出(型腔中心(新手常犯錯誤))
1-37-刀具路徑連接(重點)
1-38-刀具的轉速和進給
1-39-刀具路徑自動重放歷史編輯
1-40-組件余量(部件余量)的設置和注意事項
1-41-模型拔模角(區分平面,曲面,垂直面)和R角分析
1-42-參考線的創建與編輯
1-43-參考線與邊界的點編輯
1-44-參考線生成器的使用方法
1-45-層和組合的使用以及區別
1-46-殘留模型
1-47-孔特征的創建與編輯
1-48-宏命令簡單描述與制作
2-1-模型區域清除(開大粗)
2-2-開大粗分長短刀
2-3-開大粗的幾種加工方式和技巧
3-1-模型殘留區域清除(二粗)
3-2-二粗-手動刪剪刀路(分長短刀)
3-3-二粗-碰撞檢查(分長短刀)
3-4-二粗-自動檢測 (分長短刀)
3-5-二粗-擋面(分長短刀)
3-6-優化二粗刀路(減少碎刀路)-A
3-7-優化二粗刀路(減少碎刀路)-B
4-模型輪廓和模型殘留輪廓
5-1-等高切面區域清除(平面開粗)
5-2-等高切面區域清除(平面中光與精光)
5-3-等高切面殘留區域清除(平面殘留加工)
6-1-等高切面輪廓(平面清根開粗)
6-2-等高切面輪廓(精光與殘留加工)
7-旋風銑加工的注意事項
8-2D曲線輪廓
9-平倒角加工(倒角加工)
10-面銑削(刷大面)
11-1-等高加工(層和區域的區別)
11-2-等高加工(額外毛胚)
11-3-等高加工(螺旋加工)
11-4-等高加工(倒扣和加工到平坦面)
11-5-等高加工(殘留高度計算)
11-6-等高精加工(深孔等高加工技巧)
11-7-等高精加工(小刀加工大孔)
12-1-平行精加工(基本原理與設置)
12-2-平行精加工(角度與垂直路徑)
12-3-平行精加工(優化平行路徑與垂直路徑使用技巧)
13-1-3D偏移精加工(刀路原理和基本設置)
13-2-3D偏移精加工(無參考線的應用)
13-3-3D偏移精加工(有參考線的應用)-A
13-4-3D偏移精加工(有參考線的應用)-B
13-5-3D偏移精加工(兩種清角的應用講解)
14-1-陡峭和淺灘精加工(刀路原理和基本設置)
14-2-陡峭和淺灘精加工(角度分析-加工順序-3D倒圓)
15-1-優化等高精加工(基本設置和實際使用限制)
15-2-優化等高精加工(清比較深的小R角)
16-偏移平坦面精加工(不建議用)
17-平行平坦面精加工(不建議用)
18-1-清角精加工(刀路原理和基本設置)
18-2-清角精加工(輸出和策略)
18-3-清角精加工(殘留高度決定刀路的步距)
18-4-清角精加工(拐角探測與參考刀具路徑清角)
19-筆式清角精加工(工具策略)
20-多筆清角精加工(很少用)
21-1-SWARF精加工(基本設置以及切入切出注意點)
21-2-SWARF精加工(下限位置和避免過切)
21-3-SWARF精加工(多重切削和最后總結)
22-曲面精加工
23-1-參考線精加工(基本設置)
23-2-參考線精加工(驅動曲線以及下限)
23-3-參考線精加工(多重切削及常規使用)
24-鑲嵌參考線精加工(刀路原理與設置)
25-曲面投影精加工(插銑)
26-放射精加工(只適合加工圓形帶狀面)
27-螺旋精加工(只適合加工圓形帶狀面)
28-流線精加工
29-參數偏移精加工
30-點孔加工
32-鉆孔加工
33-深鉆和間斷切削
34-攻螺紋和剛性攻螺紋
35-鉸孔
36-鏜孔(無鉆孔循環)
37-鏜孔(有鉆孔循環)
38-輪廓
39-銑內螺紋
40-外螺紋銑削
41-精鏜孔(不建議用)
42-筋位加工
43-曲面檢測 (在機檢測方案)
44-程序刪除與剪切
45-PM軟件回收站的使用
46-程序的復制與組合
47-程序的無效-隊列和批處理
48-刀具路徑信息的查看
49-算好的刀路怎么換刀具夾持
50-刀具路徑檢查-碰撞(重點!!)-A
51-刀具路徑檢查-碰撞(重點!!)-B
52-刀具路徑檢查-過切(內容同上)
53-刀具路徑-歷史重放
54-刀具路徑-重排
55-刀具路徑重排的實際應用-A
56-刀具路徑重排的實際應用-B
57-刀具路徑-仿真
58-刀具路徑的變換
59-刀具路徑-移動開始點
60-刀具路徑-分割
61-刀具路徑-更新區域
62-刀具路徑-提刀
63-更新邊界內和表面上的進給率
64-程序計算后可編輯部分以及第二種保存模板的方法
65-NC程序輸出(4種方法)
66-多個刀具路徑輸出一個NC程序
67-用不同的坐標系輸出NC程序
68-側銑頭編程和輸出NC程序
69-鏡像項目(常用)
70-常用的幾種插銑做法
71-工具欄的使用方法以及添加和修改
72-(煙熏魚)工具欄詳細講解-A
73-(煙熏魚)工具欄詳細講解-B
74-(煙熏魚)工具欄詳細講解-C
75-(煙熏魚)工具欄詳細講解-D
76-(煙熏魚)工具欄詳細講解-E
77-(煙熏魚)工具欄詳細講解-F
78-快捷鍵的添加和使用方法
79-軟件啟動默認設置
80-常用策略收集歸類(方便調用)
81-PM-兩種(程序單)的出法
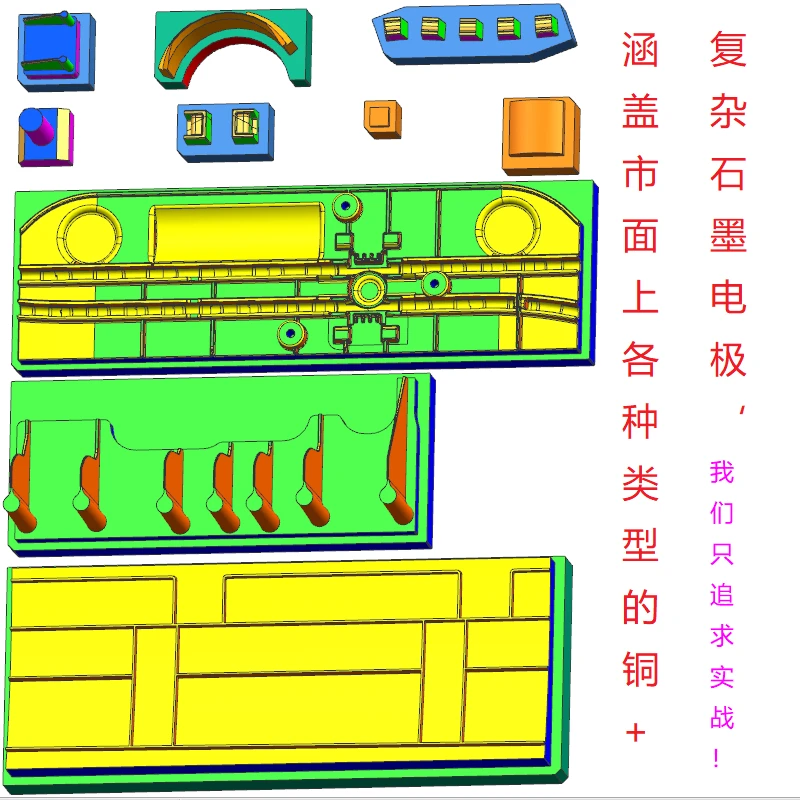
1-1-頂平銅電極(純手擼)
1-2-頂平銅電極(手動模擬外掛)
1-3-頂平銅電極 (外掛編程)
1-4-弧頂銅電極
1-5-筋位銅電極
1-6-基準臺避空銅電極
1-7-無基準銅電極
1-8-斜基準銅電極
1-9-三軸聯動銅電極
2-1-常規石墨電極
2-2-大型復雜石墨電極-1
2-3-大型復雜石墨電極-2
2-4大型石墨筋位電極-A-1
2-5大型石墨筋位電極-A-2
2-6大型石墨筋位電極-B-1
2-7大型石墨筋位電極-B-2
3-1-20026模具結構講解分析
3-2-工件的工藝流程簡單介紹
3-3-20026-001(面板)第一面加工
3-4-20026-001(面板)第二面加工
3-5-20026-002(前模框正反面加工)-A
3-6-20026-002(前模框正反面加工)-B
3-7-20026-003(后模框正反面加工)-A
3-8-20026-003(后模框正反面加工)-B
3-9-20026-002-003(前后模框組立加工精定位槽
3-10-20026-004(頂針面板正反面加工)-A
3-11-20026-004(頂針面板正反面加工)-B
3-12-20026-005(頂針底板加工)
3-13-20026-006(模腳正反面加工)
3-14-20026-007(模腳刻字加工)
3-15-20026-008(底板加工)
3-16-20026-009 前模仁加工工藝分析
3-17-20026-009前模仁(側面和反面加工 正面開大
3-18-20026-009前模仁(側面和反面加工 正面開大
3-19-20026-009前模仁( 正面普通機中粗)-C
3-20-20026-009前模仁( 正面普通機中粗)-D
3-21-20026-009前模仁( 高速機中光)-E
3-22-20026-009前模仁( 高速機中光)-F
3-23-20026-009前模仁( 高速機精光)-G
3-24-20026-009前模仁( 高速機精光)-H
3-25-20026-010 后模仁加工工藝分析
3-26-20026-010后模仁(反面加工)-A
3-27-20026-010后模仁(正面普機開粗和中光)-B
3-28-20026-010后模仁(正面普機開粗和中光)-C
3-29-20026-010后模仁(高速機中光和精光)-D
3-30-20026-010后模仁(高速機中光和精光)-E
3-31-20026-100后模整體組立(加工頂針)
3-32-20026-501 直頂 拼塊加工
4-1-模仁熱處理(前)開大粗-A
4-2-模仁熱處理(前)開大粗-B
4-3-模仁熱處理(后)開粗和中粗-A
4-4-模仁熱處理(后)開粗和中粗-B
4-5-模仁熱處理后 高速機 中光和精光-A
4-6-模仁熱處理后 高速機 中光和精光-B
4-7-模仁熱處理后 高速機 中光和精光-C
5-1-簡單滑塊(JD-HK)加工工藝講解
5-2-簡單滑塊(JD-HK)編程講解
5-3-復雜滑塊(FZ-HK)加工工藝及流程講解
5-4-復雜滑塊(FZ-HK)普通機開粗-A
5-5-復雜滑塊(FZ-HK)普通機開粗-B
5-6-復雜滑塊(FZ-HK)高速機中光+精光-A
5-7-復雜滑塊(FZ-HK)高速機中光+精光-B
5-8-復雜滑塊(FZ-HK)線割后 高速機加工-A
5-9-復雜滑塊(FZ-HK)線割后 高速機加工-B
6-1-后模鑲件(COR-XJ)加工工藝及流程
6-2-后模鑲件(COR-XJ)高速機加工-A
6-3-后模鑲件(COR-XJ)高速機加工-B
6-4-前模鑲件(CAV-XJ)加工工藝講解
6-5-前模鑲件(CAV-XJ)反面加工
6-6-前模鑲件(CAV-XJ)正面加工-A
6-7-前模鑲件(CAV-XJ)正面加工-B
6-8-后模鑲針(COR-XZ)工藝及程序-A
6-9-后模鑲針(COR-XZ)工藝及程序-B
6-10-滑塊鑲件(HK-XJ)加工工藝
6-11-滑塊鑲件(HK-XJ)高速機加工-A
6-12-滑塊鑲件(HK-XJ)高速機加工-B
7-1-整體斜頂(ZT-XD)加工工藝及加工方式
7-2-整體斜頂(ZT-XD)高速機加工-A
7-3-整體斜頂(ZT-XD)高速機加工-B
7-4-分體斜頂(FT-XD)加工工藝及加工方式
7-5-分體斜頂(FT-XD)高速機加工
7-6-斜頂加工注意點(補充)-A
7-7-斜頂加工注意點(補充)-B
8-1-鑲件拼塊(XJ-PK)加工工藝及編程思路
8-2-鑲件拼塊(XJ-PK)第一面基準加工
8-3-鑲件拼塊(XJ-PK)反面加工-A
8-4-鑲件拼塊(XJ-PK)反面加工-B
8-5-直頂拼塊(ZD-PK)加工工藝及編程思路
8-6-直頂拼塊(ZD-PK)反面加工-A
8-7-直頂拼塊(ZD-PK)反面加工-B
8-8-滑塊拼塊(HK-PK)加工工藝及流程
8-9-滑塊拼塊(HK-PK)高速機加工-A
8-10-滑塊拼塊(HK-PK)高速機加工-B
8-11-滑塊拼塊(HK-PK)高速機加工(補充)
8-12-斜頂拼塊(XD-PK)加工工藝及方式
8-13-斜頂拼塊(XD-PK)第一面擺角度加工
8-14-斜頂拼塊(XD-PK)第二面加工
1-個人感想及視頻教程的后期規劃



















暫無評論內容